Integrated Trade Services for Beverage Production
Optimize Beverage Systems & Facilities

Supporting Beverage Producers
In the high-stakes environment of beverage production, the demand for efficiency and reliability is constant. SilMan has established itself as a trusted partner in the food and beverage sector, offering a comprehensive suite of integrated industrial services that streamline systems and optimize facilities. This portfolio showcases SilMan’s successful engagements with three prominent beverage producers, highlighting our Specialty Trade Services’ ability to successfully address diverse needs within the beverage industry through our integrated trade services. This cost-effective approach spans automated bottling systems, dairy processing, and winery operations, as well as supporting the unique facility and building systems challenges faced by beverage producers.
Multi-Brand Beverage Producer
Can Line Installation
In partnership with a leading equipment manufacturer, SilMan completed a comprehensive can line installation project that showcased our integrated trade service capabilities. The project encompassed both mechanical and electrical work, beginning with strategic decommissioning and demolition of existing equipment to prepare for the new installation.
Our scope of work included critical support services during the equipment delivery phase, where our team managed the precise unloading, uncrating, and strategic staging of sophisticated bottling equipment. The installation encompassed a complete can processing line, featuring state-of-the-art components including an SKA depalletizer, Descon vacuum transfer system, and advanced KHS filling and seaming equipment.
CLIENT
Leading Beverage Producers
INDUSTRY
Food & Beverage
PROJECT SCOPE
Project Management, Millwright/Mechanical, Electrical, Civil Construction, Safety Management
LOCATIONS
West Coast
Speak to a key team member on this project

Meet Jeff Piazza
For more information about this project or related topics, contact Jeff by email or call directly at 925.984.0062.
You may also enjoy this article

The project’s complexity was evident in the integration of multiple specialized systems: a comprehensive clean-in-place (CIP) installation, precision can coding equipment, and sophisticated inspection systems from Heuft for both full cans and labels. The packaging line incorporated modern case packing equipment, full case inspection technology, and an Intralox S4500 case reject system to ensure quality control.
To optimize the facility’s layout and accessibility, our can line engineering team installed custom platforms and stairways throughout the processing line. The project culminated in the installation of advanced palletizing equipment, including a Top Tier L30 palletizer and pallet magazine system. Supporting infrastructure installations included the implementation of a carbonator/buffer tank system and a dry lube line.
Our millwright team provided crucial start-up support, ensuring seamless integration of all components and optimal system performance. The project demonstrated SilMan’s ability to coordinate complex mechanical and electrical installations while maintaining precise technical specifications and meeting stringent industry standards for the production of beverages.
Concrete Drain System Replaced at Beverage Production Facility
SilMan executed a comprehensive design-build project focused on replacing the drainage system and rehabilitating the concrete within an active beverage facility. The project began with detailed engineering work, including the development of foundation designs, equipment anchorage specifications, and drain pipe systems. Our can line engineering team produced complete design drawings and documented as-built conditions to ensure accurate project documentation.
The execution phase commenced with precise concrete sawing and selective demolition of existing surfaces. The scope included extensive excavation work for the installation of new 4-inch and 6-inch piping systems, spanning approximately 200 linear feet. A key component of the project involved the installation of a specialized trench drain system in the unitizer slab area, requiring careful coordination of excavation and drainage implementation.
The concrete rehabilitation scope encompassed 5,380 square feet of new reinforced concrete installation, featuring 6-inch-thick slabs designed to achieve 4,000 PSI strength specifications. The team executed targeted demolition of existing equipment foundations, removing two 5’x5′ and two 4’x4′ concrete slabs to a depth of 2 feet below finished grade. New equipment pads were constructed at four distinct 80-square-foot locations, incorporating rebar reinforcement and 2-foot-thick concrete to ensure robust support for facility equipment.
The project culminated with the application of industrial-grade epoxy floor coating, providing enhanced durability and chemical resistance. Throughout the execution, our project management team maintained strict oversight of safety protocols, quality control measures, and schedule coordination to minimize disruption to facility operations. The completed project delivered improved drainage efficiency and structural integrity, meeting all design specifications and facility requirements.
Cartoner Installation for Beverage Producer
The SilMan team successfully completed a sophisticated mechanical installation project centered around a new can line system. The project encompassed the installation of advanced equipment, including a DMM Cartoner, Intralox Divider system, and comprehensive conveyor networks, all integrated within an existing production facility.
The installation featured precise coordination of container conveyor systems, including a 60-linear-foot outer loop operator station and a 70-linear-foot inner loop feeding into the cartoner. The can line installation team, led by the can line engineer, implemented specialized utility connections, including a ¾-inch compressed air line with a shut-off valve and the integration of XTR container lubrication systems. A modular case conveyor system extending 52 linear feet was installed to optimize product flow.
The project scope included the installation of a 1,000-square-foot Ultra Fiberglass modular platform system with dual stairways, secured using wedge-type anchors. Safety considerations were addressed through the strategic installation of four concrete-filled bollards, constructed from 4-inch Schedule 40 mild steel and finished with safety yellow plastic covers, positioned at precise heights for optimal protection.
Our team managed all aspects of equipment handling, from initial receipt through final positioning, including unloading, uncrating, and strategic staging of components. The installation was complemented by the addition of a Jet Air Can Blower system and comprehensive conveyor networks. Technical integration included specialized utility connections and the implementation of a lubrication system.
Project management oversight ensured efficient coordination of all installation phases, while dedicated millwright support during the start-up phase guaranteed proper system functionality. The completed installation significantly enhanced the facility’s cartoning capabilities while maintaining strict adherence to safety and operational requirements.
Production Line Demolition and Removal for Facility Conversion
A comprehensive line demolition project was conducted within a defined bottling facility zone, implementing a strategic approach to equipment decommissioning and removal. The project commenced with a detailed equipment identification and tagging process, categorizing items for storage, reuse, or disposal according to the client’s specifications.
The scope encompassed the systematic decommissioning of multiple processing lines, including the safe-off and removal of all utilities back to overhead headers and Panel 3DP-F, along with the complete removal of the Ethernet infrastructure. Major equipment removal included an extensive conveyor network totaling over 1,500 linear feet, comprising full-case, empty-bottle, and full-bottle conveyor systems from various manufacturers, including Liberty Industrial, BWD, and Hytrol.
Key processing equipment scheduled for disposal included an Emmeti Depalletizer with associated surge and filter skids, a Bertolaso Filler-Rinser unit, Wayne PET Erector/Inserter systems, and Krones labeling equipment. The team carefully removed specialized machinery, including the Cincinnati Fan PET Vacuum Blower and the Ryson Case Rotator.
Select equipment was designated for strategic relocation, including a Standard Knapp case packer, DS Smith Case Former, and various adhesive application systems. Critical infrastructure components, including BWD Unitizer platforms and Liberty Packer platforms, were carefully dismantled and rigged for shipment. The project also included preservation of valuable assets for reuse, such as MCC Panels, crossovers, and specialized handling equipment.
The operation culminated in the successful relocation of an existing cardboard compactor, which involved mechanical and electrical modifications within a 50-foot radius, while maintaining the primary power supply through existing breaker systems. Throughout the project, our can line engineering team maintained strict adherence to safety protocols while ensuring efficient equipment removal and facility preparation for future improvements.





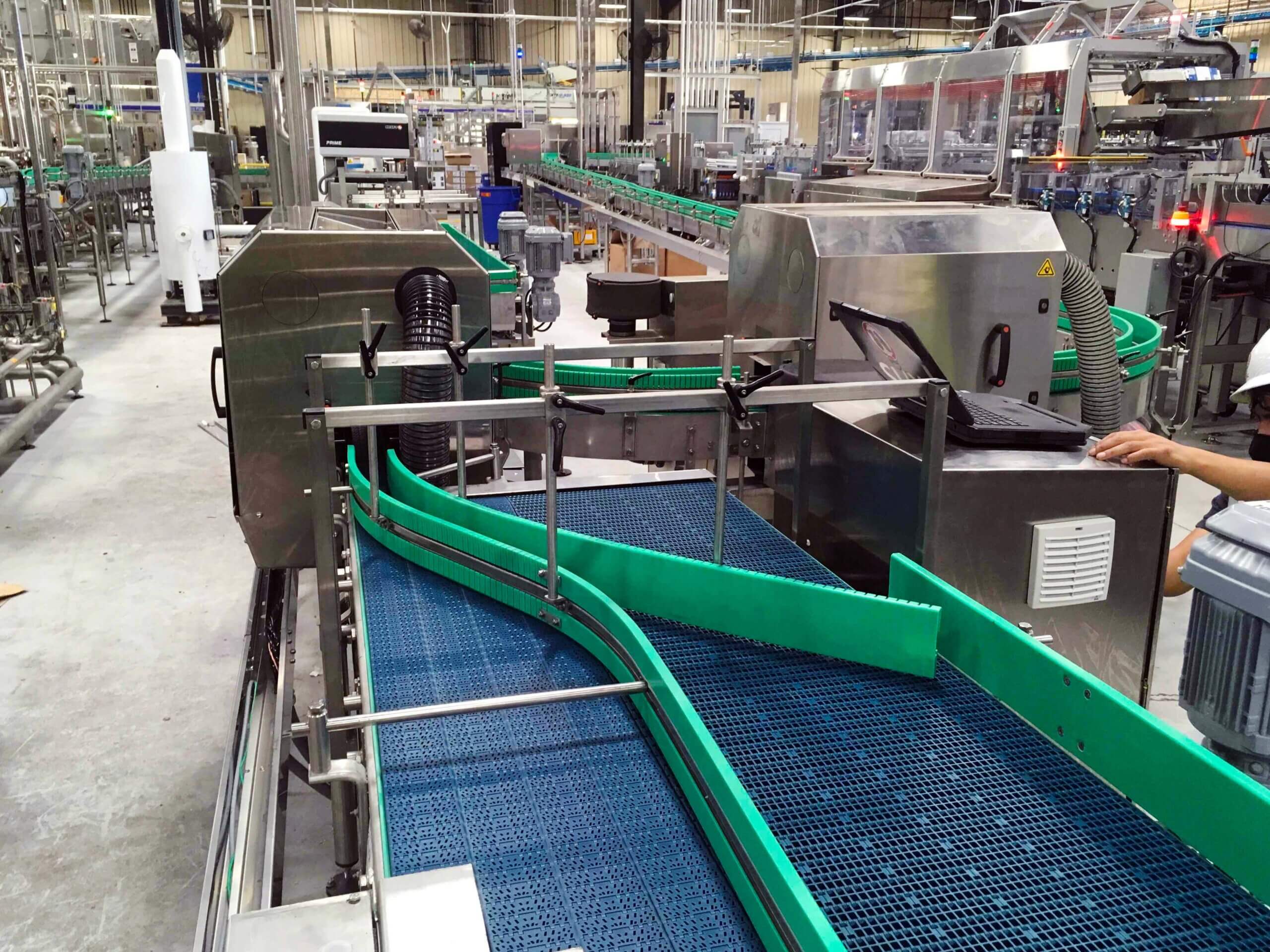

Images from Projects for Multi-Brand Beverage Producer
Click image for full-screen viewing.
California Dairy Plant
96oz Packaging Line Installed for National Dairy Producer
With a focus on mechanical and electrical integration, the team completed a comprehensive packaging line installation for a major dairy production line. The project involved the installation of advanced processing equipment, including multiple Air Scrubbers and UV Water Treatment skids, sophisticated coding systems, and specialized inspection technology.
The mechanical scope included installation of critical processing equipment such as a Dyco Semi-Auto Debagger, multiple Polyketting FIFO Buffer Tables, and Arol Cappers. The line incorporated advanced quality control systems, including TapTone Compression Inspection and System Cap Inspection units. A sophisticated conveyor network was implemented, featuring an Ambaflex Case Spiral system supported by custom-fabricated structural elements, including 12,000 pounds of painted mild structural steel and 304 stainless steel thread rod hangers.
The electrical installation encompassed extensive power distribution and control systems, including the implementation of cable tray infrastructure and the installation of 26 three-phase 480VAC motor power feeders. The project featured comprehensive network integration, incorporating Ethernet, fiber, and RS-232 communication systems throughout the line. Multiple HMI stations and associated control panels were installed, including a main conveyor HMI-A650 and pallet conveyor HMI-B650.
Critical safety systems were implemented throughout, including emergency stop circuits and interlock wiring between control panels and OEM equipment. The installation included sophisticated control systems for each major component, from the debagger through to the palletizer, complete with sensors, stack lights, and local control stations. The completed system integrated seamlessly with the existing facility infrastructure while providing enhanced production capabilities and robust safety features.
Facility Infrastructure Upgrades Completed for Dairy Producer
SilMan delivered a comprehensive facility infrastructure upgrade project utilizing our design-build expertise to enhance operational efficiency and safety within an active dairy production environment. The project encompassed multiple facility improvements designed to optimize workflow and ensure compliance with safety standards.
A key component of the project included the engineering and installation of customized HMI stands, strategically positioned throughout the facility to maximize operator accessibility and control efficiency. The team designed and constructed a specialized Shibuya operator platform, incorporating ergonomic considerations and safety features to support daily production activities.
The installation of crossovers represented a critical safety enhancement, facilitating efficient personnel movement across production lines while maintaining operational continuity. These structures were engineered to meet stringent safety requirements while optimizing space utilization within the facility’s layout.
Security and equipment protection were addressed through the strategic installation of new bollards, carefully positioned to protect critical infrastructure and equipment from potential impacts. The project was complemented by the fabrication and installation of custom pipe guardrail systems, designed to create clear safety boundaries while maintaining accessibility for authorized personnel.
Throughout the design-build process, our engineering team worked closely with facility operations to ensure all infrastructure improvements integrated seamlessly with existing systems and workflows. The completed project enhanced facility safety, improved operational efficiency, and established robust protection for critical equipment while maintaining compliance with industry standards and regulations.








Infrastructure Improvements Accommodate New Processing and Packaging Line
Click image for full-screen viewing.
Boutique Napa Valley Winery
Filling and Packaging Line Installation
The team implemented a sophisticated filling line for a premium wine producer, implementing both mechanical and electrical systems designed to maintain the highest standards of quality control and operational efficiency. The project centered around the installation of a comprehensive bottle handling system, including advanced inspection stations for both empty and filled bottles, integrated with a specialized Rinser/Filler/Corker monoblock system.
The mechanical installation featured custom-fabricated components, including a modified cork-up table and a new manual packaging station with 304 stainless steel aprons. The conveyor system implementation incorporated precision-engineered support structures, utilizing 6061 aluminum angle iron hangers and stainless steel threaded rod. Custom case handling solutions included fabricated bump turns, alignment guides, and dead plates, all designed to ensure gentle product handling and protection.
The electrical infrastructure encompassed comprehensive power distribution systems, including both 480VAC and 120VAC networks. The installation included sophisticated control systems with multiple panel installations, including dedicated controls for empty bottle inspection, MBF Filler, cap feeding, and full bottle inspection. Network infrastructure featured certified CAT-6 Ethernet cabling, ensuring reliable communication throughout the system.
Advanced safety and control features were implemented, including strategically placed E-stops, photo-eye sensors, and hard-wired interlocks across five machine centers. The project involved integrating a specialized pump cart system, featuring a new PF525 VFD installation and Ethernet connectivity. All electrical installations utilized aluminum rigid conduit for vertical drops and EMT with compression fittings for horizontal ceiling runs, ensuring durability and compliance with facility standards.
The completed system underwent comprehensive commissioning and start-up procedures, resulting in a fully integrated filling and packaging line that maintains the winery’s exacting quality standards while enhancing operational efficiency.




Bottling and Packing System for California Vinter
Click image for full-screen viewing.

True professionals at all levels of the organization, experts in every facet of their work.
– Berkeley Farms
Specialty Trade Services Provide Unique Value to the Beverage Production Community
This portfolio showcases SilMan’s versatility and expertise in providing integrated trade services across diverse segments of the beverage industry. The team performance and client satisfaction outlined in this article demonstrate our ability to adapt to a multitude of circumstances to meet each client’s unique requirements. By offering self-performed services and a unified project management approach, SilMan consistently delivers efficient, cost-effective solutions that optimize facilities and equipment, resulting in minimal downtime, which enables clients to focus on their core business.
Ready to optimize your facility with expert, integrated trade services? Contact SilMan Industries today to discuss how we can tailor solutions to meet your unique operational needs.
About the Company
SilMan Industries (previously SilMan Construction) is based in San Leandro, Calif., with Engineering and Field Operations offices in Tupelo, Miss. The firm provides integrated turnkey solutions in the Industrial, Manufacturing, Distribution, and Public Works sectors.
Notably, in 2010 SilMan Industries was contracted to dismantle and remove the NUMMI assembly line in Fremont, Calif., transport the equipment, and reinstall the system in Blue Spring, Miss., establishing Toyota Motor Manufacturing Mississippi (TMMMS). This high-visibility project ignited the company’s meteoric growth, laying the foundation for SilMan’s national service area.
For more information, please visit www.silmanindustries.com/about.
Optimze Your Investment
SilMan’s multi-discipline Specialty Trade Services (STS) is a community of project professionals: Engineers, Project Managers & Coordinators, Trade Teams, and Safety Management. Bringing a new performance standard throughout the industrial community:
STS commonly supports the SilMan System Integration group. Specializations include distribution center optimization for the Fulfillment and Parcel sectors (see “A Comprehensive Guide to Efficient Parcel Handling Systems”), food and beverage manufacturing and warehouse solutions, and end-to-end innovative manufacturing solutions.
Check out SilMan’s “One Team” approach in action: Facility improvements and a new bottling line at a leading West Coast dairy.
Frequently Asked Questions for Beverage Production
What type of industrial flooring is required for a beverage bottling plant?
Flooring in a beverage bottling plant must be engineered and reinforced to support the loads it will bear – particularly with regard to thickness of concrete and rebar reinforcement. Bottling and processing areas require seamless, non-porous, food-grade resinous systems, such as polyurethane concrete or epoxy coatings. Floors must be chemical-resistant, withstand thermal shock from washdowns, and include sanitary trench drain systems.
What does a millwright do during a bottling or can line installation?
Millwrights contribute crucial start-up support, ensuring seamless integration of all components and optimal system performance. In addition, a millwright handles the precision installation and alignment of heavy machinery like fillers, palletizers, depalletizers, and conveyors. Their work ensures the system is leveled, anchored, and operating with the close tolerance needed for high-speed production.
How does an integrated trade service company streamline a beverage facility project?
An integrated company provides self-performed mechanical, electrical, and civil construction services under a unified project management structure. This provides the client with a comprehensive suite of integrated industrial services that streamline systems and optimize facilities. This approach minimizes downtime, eliminates subcontractor conflicts, and ensures tighter control over schedule and quality.
