Breaking Down the Line: Auto Plant Decommissioning
NUMMI: Wind Down, Dismantle & Transport
CLIENT
Toyota – General Motors
INDUSTRY
Automobile Manufacturing
PROJECT SCOPE
Decommissioning, Dismantling, Transport, Installation, Commissioning: Project Management, Mechanical, Electrical, Safety Management
LOCATIONS
Fremont, Calif.
Blue Springs, Miss.
How to Relocate an Auto Assembly Plant: Project Overview
In 2010, SilMan Industries, previously known as SilMan Construction, embarked on a transformative journey that would establish the company as a premier provider of industrial services. The project involved the closure of the Toyota-New United Motor Manufacturing Inc. (NUMMI) partnership in Fremont, California.
SilMan was engaged to wind down the California plant and relocate the auto manufacturing assets to Toyota’s new facility in Blue Springs, Miss. “Toyota Motor Manufacturing Mississippi” or TMMMS. The plant is the automaker’s first manufacturing operation in the South. SilMan also supported the receiving and laydown operation in the Mississippi and assisted with reinstallation.
SilMan’s successful end-to-end self-performance of the project revealed its collaborative culture and capability to execute large, complex projects.
This article examines the critical milestones of the NUMMI-to-TMMMS project, exploring both technical and logistical challenges and its long-term impact on SilMan Industries.
- Relationship: SilMan continues to support Toyota in Mississippi (TMMMS, APMM) and California (TABC, TEMA).
Speak to a key team member on this project
Meet Tom Mangin
For more information about this project or related topics, contact Tom by email or call directly at 925.984.8992
You may also enjoy this article

What Happens When an Auto Plant Closes? Inside the Dismantling Process
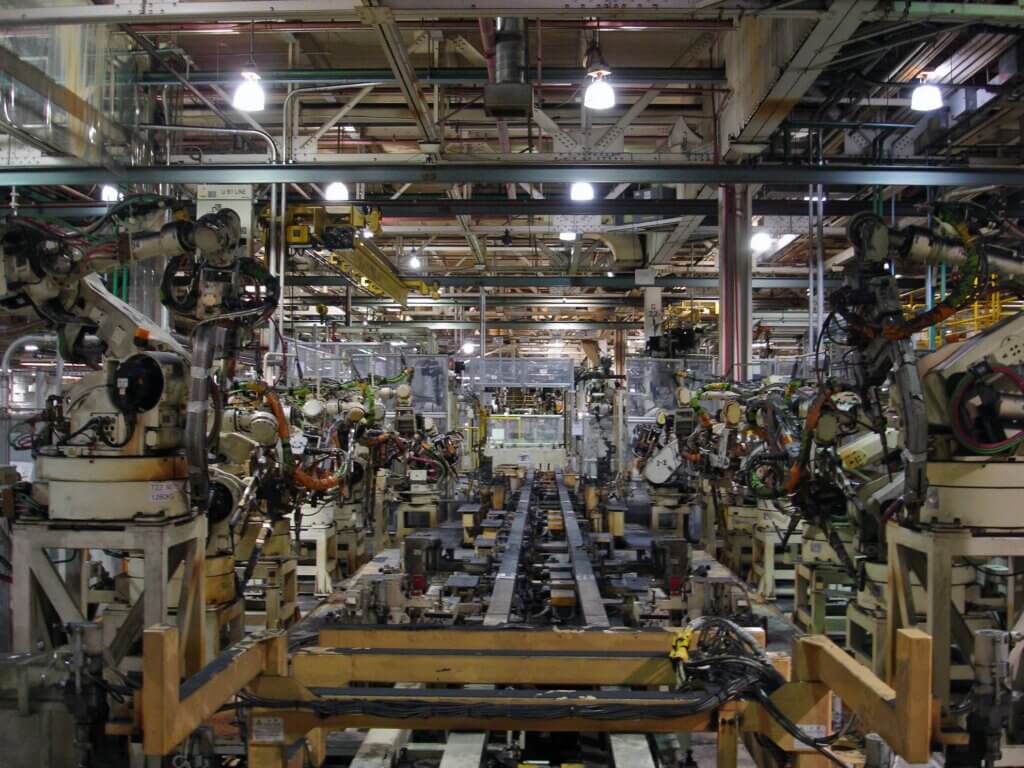
This case study reviews the wind-down of the NUMMI assembly plant in Fremont, California, as undertaken by SilMan’s Specialty Trade Services team. The scope of work included decommissioning, dismantling and demolition, rigging for shipment, and transport to Blue Springs, Miss., for reinstallation.
The decommissioning and dismantling of NUMMI was a complex, multi-phase undertaking spanning 12 months, requiring substantial logistical, technical, and safety challenges.
The SilMan Project Management team directed all labor, materials, and equipment to complete the specified work, coordinating with the owner and other contractors to avoid interference while adhering to stringent safety and environmental regulations.

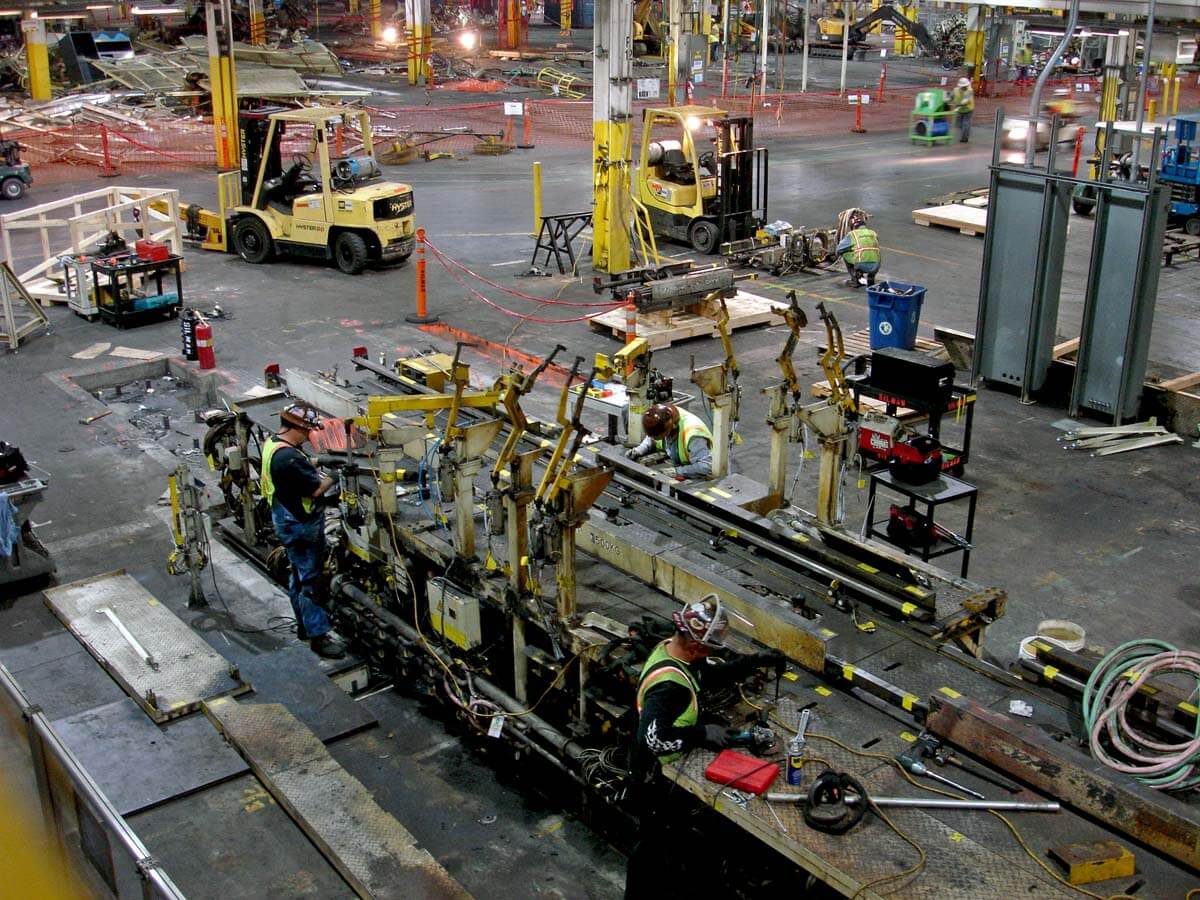



Team SilMan in Action
Click image for full-screen viewing.
Project Documentation
SilMan began with a question: Could we add value to this project by masterminding reassembly during the dismantling process? After all, we are in the unique position of having eyes and hands on every component.
By seriously considering this query, SilMan delivered exceptional value to the NUMMI wind-down project: a custom documentation program that configured and verified all process equipment.
The product of their unique approach provided a complete document set for every work cell within the facility and a roadmap for reinstallation.
Execution of the program required a dedicated team of engineers and drafters.
The process began with Toyota’s original AutoCAD drawings, which were analyzed in the field to confirm that the current implementation matched the original drawing set. When differences were identified, drafters produced updated drawings. Finally, photos were associated with each cell element and added to the package.
Finally, Millwrights identified dismantled equipment. The document team created a scheme using colored tape to identify different types of parts; for example, all safety fences were marked with a single color of tape. The color coding made it easy to identify parts during reassembly.
The result was a fully functional handbook that allowed for the reassembly of each asset.
Safety and Housekeeping During Plant Dismantling
Safety Management is always paramount at SilMan. Even so, the complexity and scale of auto manufacturing demanded the utmost diligence from all team members. In addition to SilMan’s conventions, the client mandated formal safety and fire prevention plans that covered employee training, compliance with owner procedures, OSHA standards, and housekeeping.
[Housekeeping is more than just “sweeping up.” Learn more about Housekeeping as a Business Strategy.]
Specifically, daily “Toolbox Talks” were at the heart of daily safety management, alerting team members to changing circumstances and hazards.
Equipment Activity Checkpoints
A series of standardized steps was established to prepare the equipment, ensuring safety and environmental stability. These checkpoints detailed specific actions for each equipment disposition category, including tracking and logging information on designated forms, as required by the City of Fremont.
Environmental Clearance and Hazardous Materials:
The owner mandated strict adherence to environmental regulations and provided a guide for the decommissioning processes. Each piece of equipment required a “Hazardous Materials Decommission Environmental Checksheet,” which detailed the hazardous materials contained and the steps taken for safe removal and disposal.
A “Decommissioned Equipment Placard” was employed to provide visible confirmation of completed decommissioning.



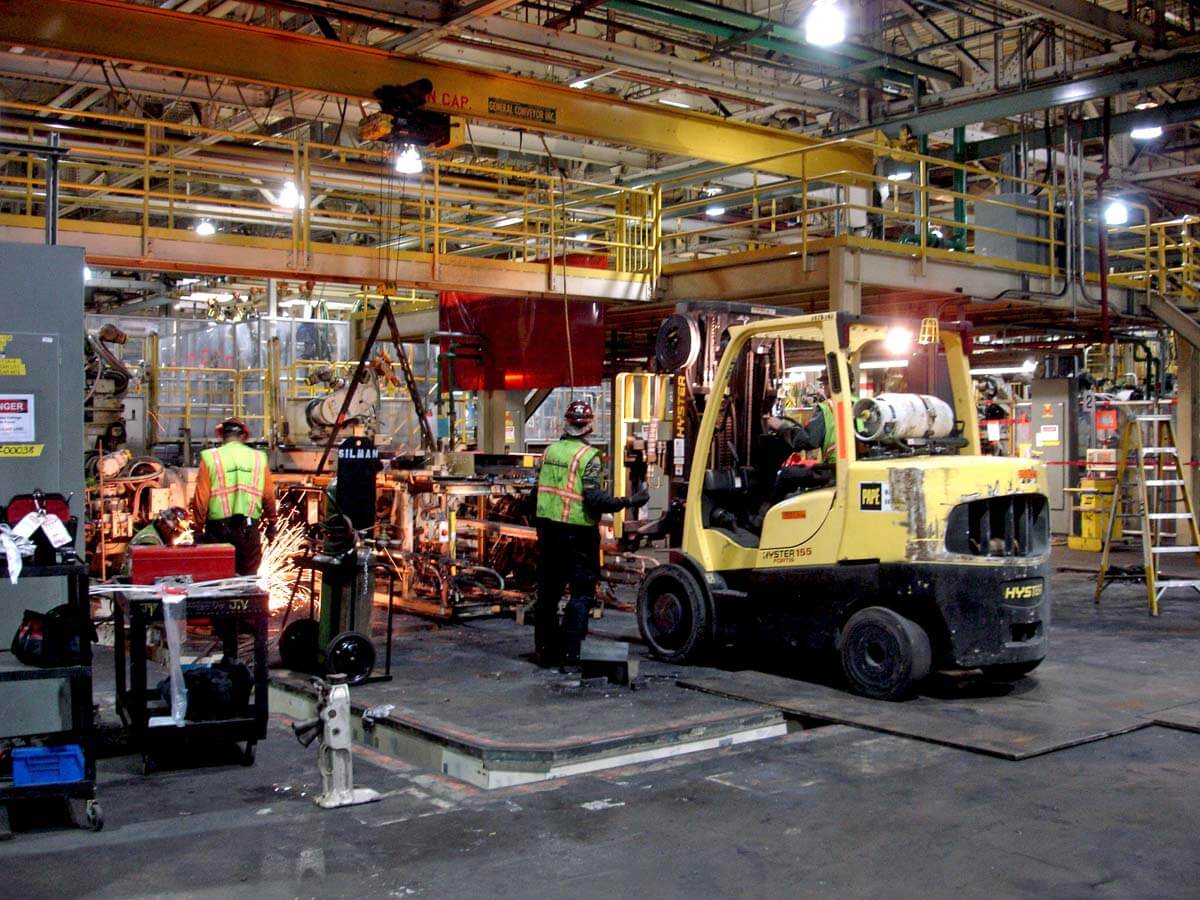
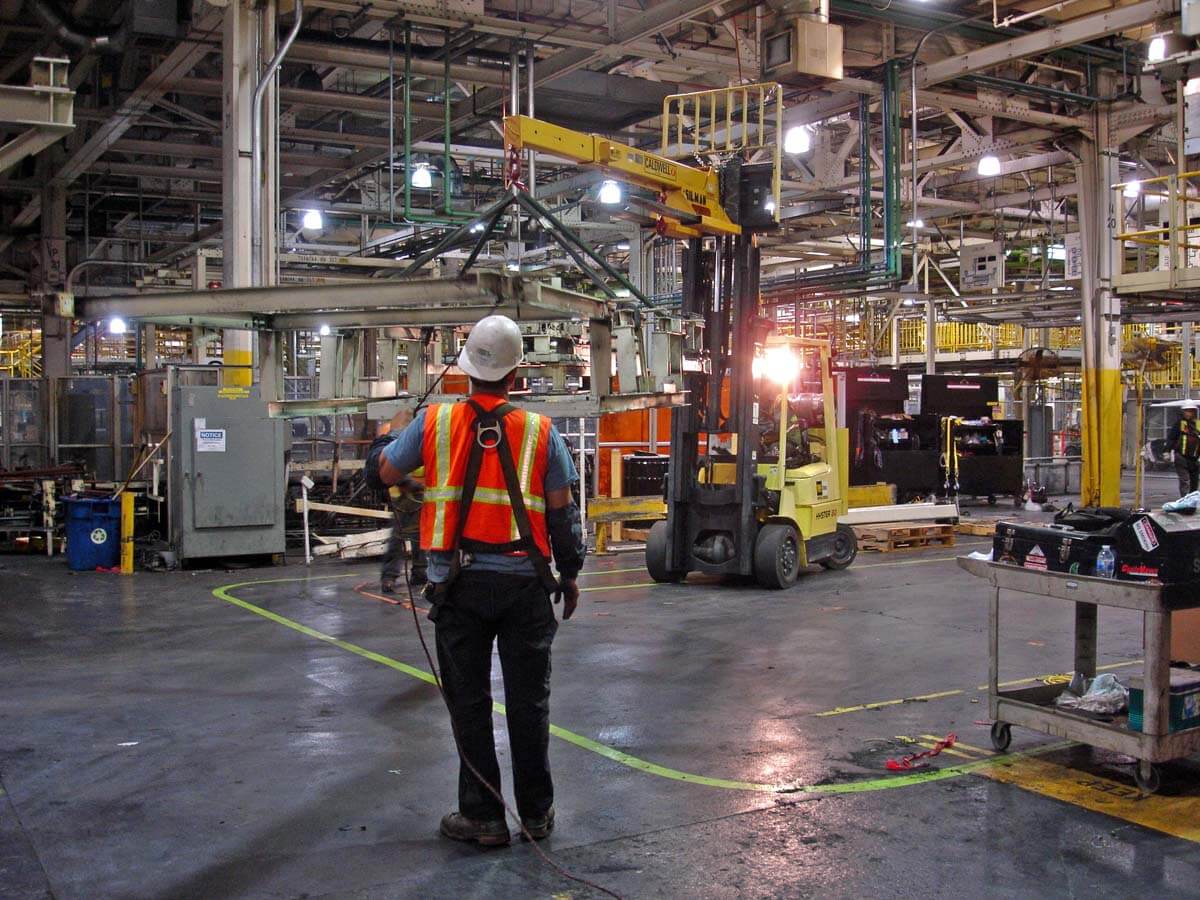
Decommissioning and Dismantling
Click image for full-screen viewing.
How to Handle Electrical Equipment During Factory Teardown
The decommissioning and dismantling wind-down project necessitated extensive electrical activities to ensure safety and compliance, specifically controlling hazardous energy.
The primary objective was to achieve a “Zero-Energy-State” for all electrical systems. This required disconnecting the main electrical supply at the bus plug switches. “Open Bus Plug” labels were affixed to clearly indicate the disconnected state, preventing accidental energization.
Local fuses were then removed from the control panels but left inside for future reference or inventory. This step ensured localized circuits were de-energized, minimizing potential hazards during subsequent dismantling. In specific instances, fluorescent tubes and ballasts were removed from panels, along with processor batteries, which mitigated potential environmental risks and prevented chemical leaks or fires.
Thorough internal panel inspections were conducted to remove any foreign materials, ensuring a clean and safe environment for decommissioning. Finally, control panel doors were securely fastened in the “Off” position, preventing unauthorized access and accidental activation.
These activities were meticulously documented, adhering to the project’s procedural requirements. SilMan Electricians completed these tasks, with the owner’s team handling specialized activities like removing high-voltage components. Safety remained a daily priority, with strict adherence to lockout/tagout (LOTO) procedures and electrical safety protocols. This systematic approach minimized risks and ensured the safe and efficient decommissioning of the electrical infrastructure.



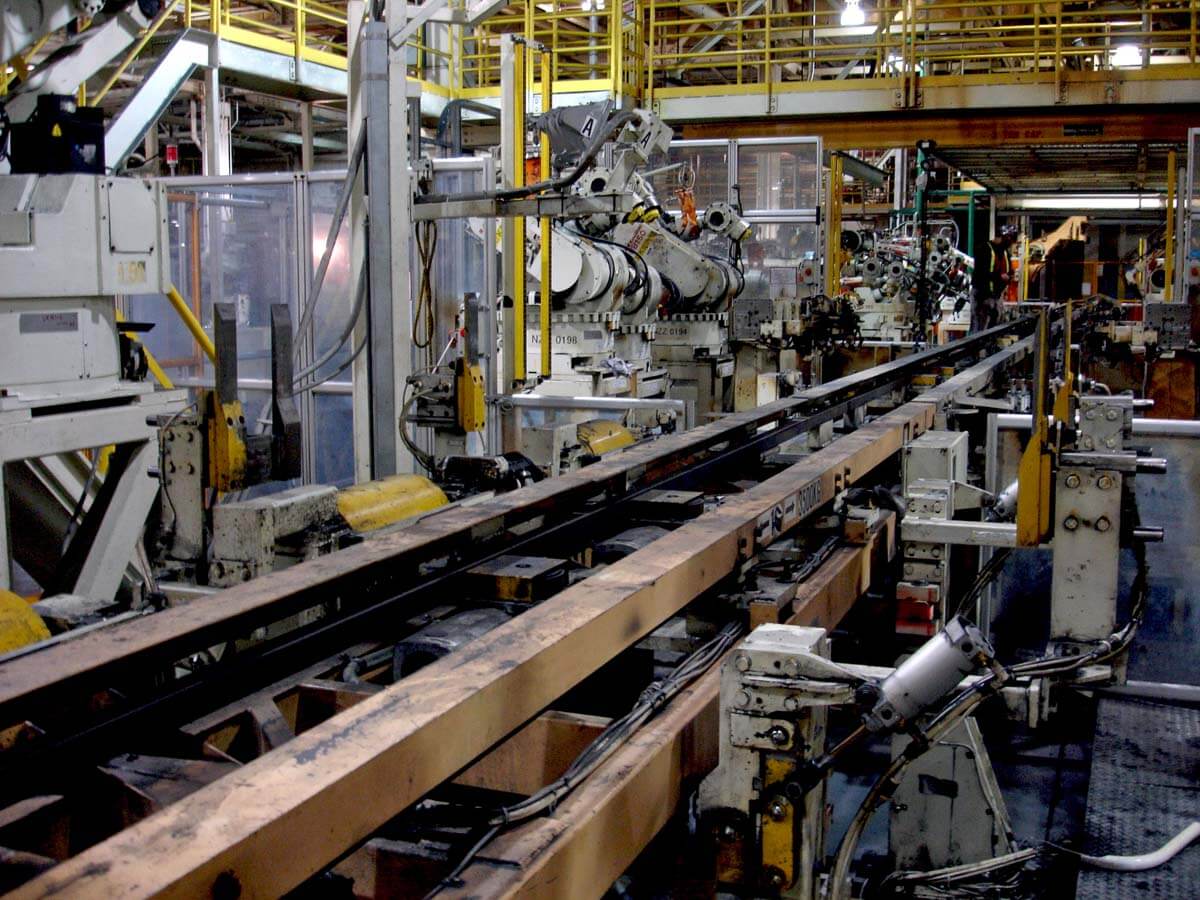
Making Progress
Click image for full-screen viewing.
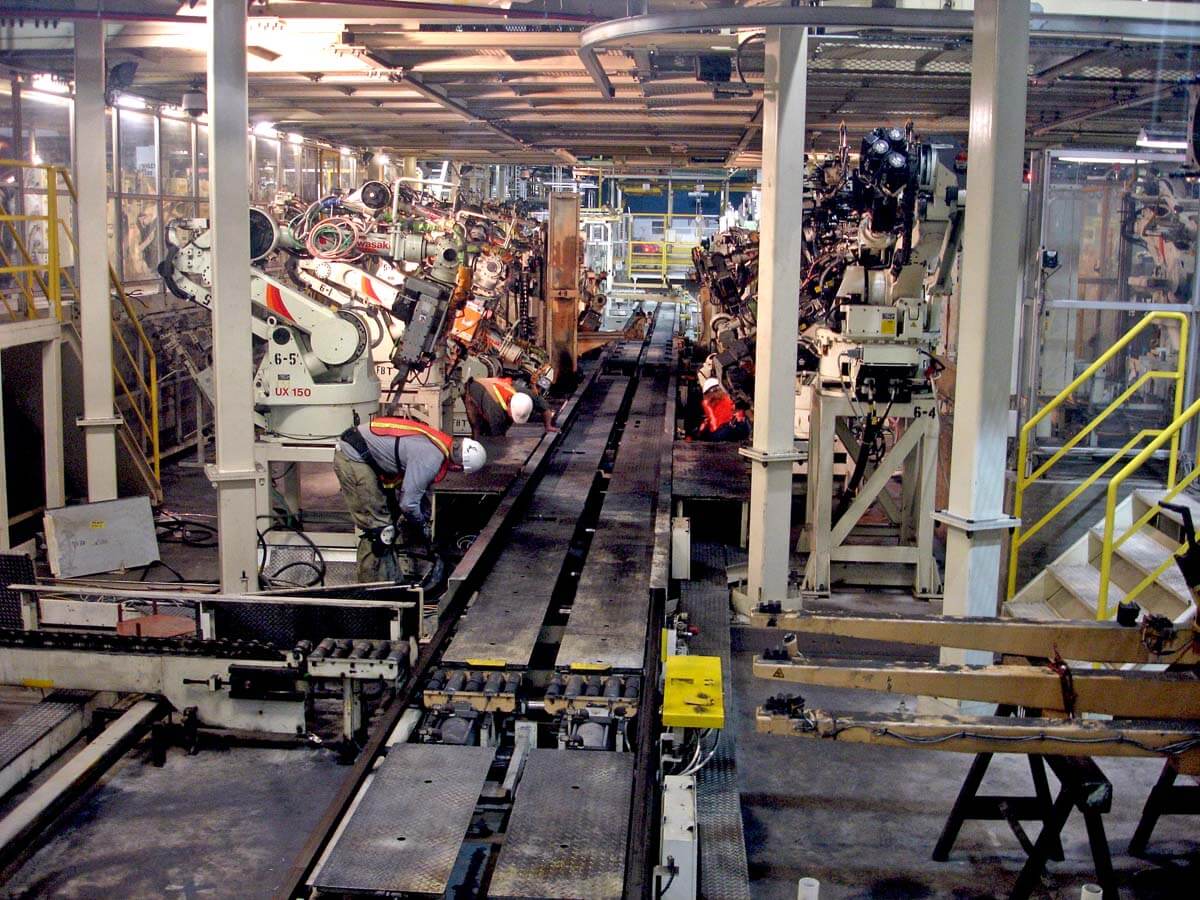
Mechanical System Removal and Handling During Plant Closure
The primary focus for Millwrights (Industrial Mechanics) and ironworkers was to achieve a “Zero-Energy-State” for all mechanical components. This process involved several key steps:
Firstly, SilMan Millwrights (Industrial Mechanics) ensured that movable parts were in their shipping configuration, minimizing potential movement during dismantling. Secondly, relieving spring forces addressed components with potential energy stored in springs, achieved by moving the components to allow the springs to relax, thereby eliminating the sudden release of energy.
Similarly, releasing gravity forces involves moving components to their lowest possible position, or a point of zero gravitational potential. In cases where this wasn’t feasible, safety blocks, rods, or pins were inserted to secure components, preventing uncontrolled movement. This step ensured personnel safety during future equipment relocation or maintenance.
Finally, team members eliminated trip hazards from abandoned floor anchors by bending, saw-cutting, or grinding the anchors flush with or slightly below the floor surface, regardless of whether they were a result of the current project or previous removals.
The Mechanical team executed and documented their activities according to safety protocols and industry standards, and consulted with the owner’s engineers in complex situations. This systematic approach minimized mechanical hazards and ensured a safe and efficient decommissioning process.
NUMMI BY THE NUMBERS
9
Months Onsite
170+
Team Members Onsite
850+
Truckloads Transported
Plumbing Teardown and Environmental Compliance in Plant Closure
Plumbing activities focused on the safe management of fluids and gases. The process began by disconnecting the compressed air and releasing trapped air to ensure personnel safety. Next, lockable dump valves were secured, and the hydraulic pressure was released. Fluid supply lines were then disconnected, and all fluids, including hydraulic and gear oils, were drained and removed. Sealers and adhesives were handled in accordance with the owner’s and environmental regulations. Procedures for draining fluids varied based on viscosity and included gravity drainage, purging, or vacuuming.
A “Lubricant Removed” label was attached to each completed unit.
Gas supply lines were disconnected and vented, and the refrigerants were evacuated in accordance with EPA standards. Automatic lubrication units were removed and deactivated, and their components were properly disposed of. Filter media and strainers were removed and cleaned.
Finally, reservoirs and day tanks were emptied, and all fluid ports were capped or plugged to prevent leaks. The contractor documented all actions, adhering to relevant codes and regulations. This systematic approach minimized environmental risks and ensured safe decommissioning.






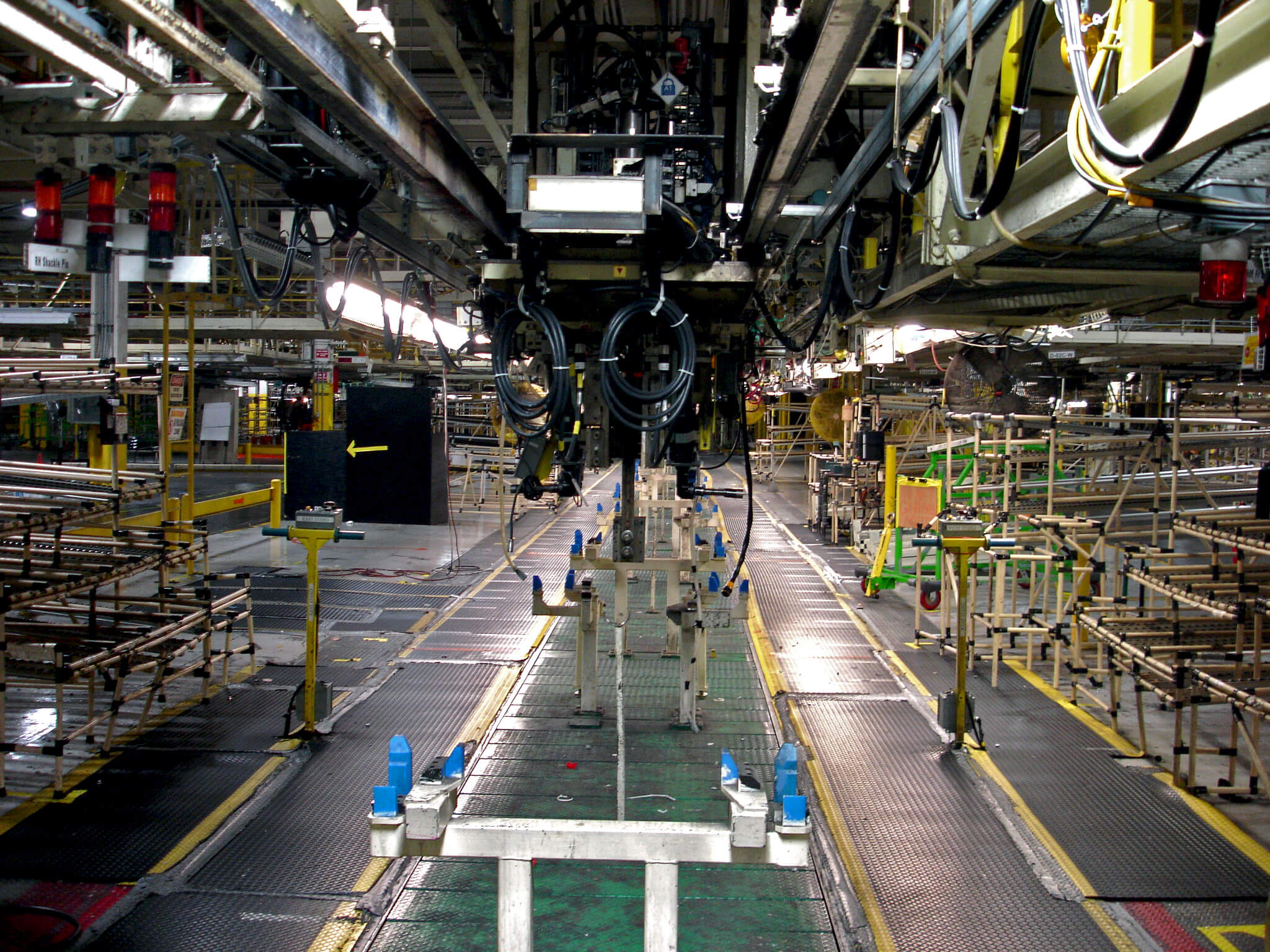
Component Logistics
Click image for full-screen viewing.
Transportation Logistics for Dismantled Equipment and Machinery
As equipment was dismantled, components were carefully prepared for transport. The project manager’s logistical planning focused on controlling drive aisles and storage spaces while equipment was dismantled, moved, and prepared for shipment.
This phase also included rigorous cleaning, protective packaging, and detailed inventory management to ensure safe and efficient movement of heavy machinery and intricate parts. Environmental control during transport and storage was crucial to prevent damage or degradation.
The transportation process involved rigging, moving, and loading sizable mechanical equipment onto appropriate vehicles, as well as coordinating the movement of the machinery across state lines.
How to Load 850 Trucks in 9 Months
Dismantled equipment and components flowed from the factory floor at a rate that could fill eight trucks daily. The logistics team developed a multipronged solution to meet the challenge.
Staging terminals were created at the North and South pavilions, dividing the traffic flow.
Pre-kitting stations were created in each area, and team members created floor layouts with tape that outlined 53’, 48’, and 40’ trailers. Rather than configuring the load while the driver is waiting, additional trucks are arriving.
Loads were pre-kitted according to a schedule, and a flagger directed each truck to the appropriate staging area.
Shipments were typically completed by noon, allowing the team to begin planning for the next day’s schedule, staging components, building pallets, and preparing the Packing List and Bill of Lading for each order.
Transportation
SilMan’s project management team worked closely with transportation partners to ensure the safe and timely delivery of equipment. While the majority of the equipment was delivered to the Blue Springs plant, hundreds of shipments carried materials to plants in Texas, Indiana, and other locations, as well as to seaports destined for Japan.
Oversized loads and specialized transport methods required special consideration. In some cases, road permits and route planning were essential to prevent delays or damage to the equipment during transit. Throughout this phase, communication between teams in both California and Mississippi ensured a seamless handoff from decommissioning to installation.
Upon arrival at the newly constructed auto manufacturing plant in Blue Springs, rigging, moving, and placing equipment in laydown areas commenced. Given the scale of the construction operation, SilMan’s receiving team worked closely with Mississippi site managers to manage laydown areas and create and maintain drive aisles for moving large equipment.




Transport
Click image for full-screen viewing.
From Teardown to Reinstallation: Moving Into a New Plant
During the previous year of the TMMMS installation, SilMan Industries established its Southern Headquarters in Tupelo, Mississippi. The new location is at the heart of the company’s Southern operations and is home to SilMan Engineering.
The office was launched in support of the launch of Toyota’s Automotive Parts Manufacturing Mississippi (APMM) in Guntown, Mississippi.
The documentation, dismantling, demolition process, and transport of the NUMMI systems presented a complex logistical challenge, culminating in its arrival in Blue Springs. With skilled trade teams in the vicinity, the client engaged the SilMan team to assist with laydown logistics at TMMMS and provided mechanical and electrical integration support for the new system.
The team was honored to be part of closing the circle on the NUMMI to TMMMS journey.
APMM
SilMan began supporting the new parts manufacturing facility in 2010, which resulted from a deep relationship nurtured with Tim Yates and Tom Beatty, who were early champions and mentors for SilMan leaders.
The APMM project was a “warm shell” installation of a new system. The scope of work included implementing manufacturing assets and related infrastructure, as well as facility support.
SilMan provides ongoing support for the Blue Springs and Guntown plants, including partnerships with companies like Tsubaki.

You guys have something that many others don’t, even older, more established organizations.
– Don Beatty




NUMMI Wind Down Project Complete
Click image for full-screen viewing.
Afterword: New Horizons, Growth & Client Satisfaction
The success of the NUMMI-TMMMS project is an early revelation of SilMan’s “one team” approach to communication, field implementation, and coordination across multiple teams and locations.
Furthermore, the project allowed SilMan to establish a regional office in Tupelo, Mississippi. Today, the Tupelo office is home to SilMan Engineering and serves as the headquarters for its southern and eastern operations.
The ripple effects of the NUMMI-TMMMS project were immediate and far-reaching, supercharging the company’s growth trajectory. In the following years, the company diversified its offerings, adding Systems Integration, Design and Engineering, and Controls teams. These additional service areas have positioned SilMan as a top-tier provider capable of handling the most complex industrial projects, coast to coast.
About SilMan
SilMan Industries (previously SilMan Construction) is based in San Leandro, Calif., with Engineering and Field Operations offices in Tupelo, Miss. The firm provides integrated turnkey solutions in the Industrial, Manufacturing, Distribution, and Public Works sectors.
For more information, please visit www.silmanindustries.com/about.
Optimze Your Investment
SilMan’s multi-discipline Specialty Trade Services (STS) is a community of project professionals: Engineers, Project Managers & Coordinators, Trade Teams, and Safety Management. Bringing a new performance standard throughout the industrial community:
STS commonly supports the SilMan System Integration group. Specializations include distribution center optimization for the Fulfillment and Parcel sectors (see “A Comprehensive Guide to Efficient Parcel Handling Systems”), food and beverage manufacturing and warehouse solutions, and end-to-end innovative manufacturing solutions.
Check out SilMan’s “One Team” approach in action: Facility improvements and a new bottling line at a leading West Coast dairy.
Frequently Asked Questions for Auto Plant Decommissioning
What special documentation process is used to relocate a massive auto assembly line?
SilMan developed a custom documentation program that was the product of masterminding reassembly during the dismantling process. This custom documentation configured and verified all process equipment. This involved verifying original AutoCAD drawings, creating updated documents, and implementing a color-coding scheme – marking components with different colors of tape – to identify all components. This allowed for the creation of a functional handbook for reassembly.
How is a "Zero-Energy-State" achieved during industrial plant decommissioning?
A Zero-Energy-State is the final condition where all electrical and mechanical systems are fully de-energized to ensure safety. This is achieved by strictly adhering to Lockout/Tagout (LOTO) procedures, disconnecting main electrical supplies, removing local fuses, and releasing all stored mechanical and hydraulic energy.
What was the scale of the NUMMI plant equipment relocation project?
The NUMMI plant wind-down project required approximately 9 months on-site with over 170 team members. In total, over 850 truckloads of dismantled equipment and components were transported from Fremont, California, to the new Toyota facility in Blue Springs, Mississippi.
